

در زمانهای قدیم بشر از طرق مختلف و واحدهای اندازهگیری که با نیازهای آن روز تناسب داشت، استفاده مینمود. اما ضمن ترقی در تکنولوژی، احتیاج به اندازهگیری دقیق تری احساس میشد، طرق و واحدهای اندازهگیری تازهای را انتخاب کرد و به جای وجب و قدم و برد تیرهایی که از کمان پرتاب مینمود از واحدهای استاندارد شده مانند متر و یارد را در اندازهگیریها به کار برد و وسایل اندازهگیری دقیقی متناسب با نیازهای زمان ابداع نمود که شناسایی و کاربرد صحیح این وسایل برای کارگران فنی از ضروریات میباشد.
آشنایی با واحدهای اندازهگیری ابعاد در صنعت
واحدهای اندازهگیری ابعاد در صنعت عبارت است از:
۱. واحد متری m
متر واحد اندازهگیری طول میباشد و تقریبا یک چهل میلیونیم محیط کره زمین میباشد. یک متر به بخش های زیر به نام اجزاء متر تقسیم میشود:
- دسی متر: دسی متر برابر با یک دهم متر است یعنی اگر متر را به ده قسمت مساوی تقسیم کنند هر قسمت آن یک دسی متر نامیده میشود و با علامت اختصاری dm نشان میدهند.
- سانتیمتر: سانتیمتر برابر با یک صدم متر است یعنی اگر متر را به صد قسمت مساوی تقسیم کنیم هر بخش آن یک سانتیمتر نامیده میشود و با علامت اختصاری cm نشان میدهند.
- میلیمتر: میلیمتر برابر با یک هزارم متر است یعنی اگر متر را به هزار بخش مساوی تقسیم کنیم هر
- بخش آن یک میلیمتر نامیده میشود و با علامت اختصاری mm نشان میدهند.
- میکرون: میکرون برابر با یک هزارم میلیمتر است یعنی اگر یک میلیمتر را به هزار بخش م نشده چه کنیم هر بخش آن یک میکرون نامیده میشود و با علامت اختصاری نشان میدهند.
۲. واحد اینچی
واحدهای اندازهگیری طول در بعضی از کشورها یارد است. پارد به اجزاء زیر تقسیم میشود:
- فوت: یک فوت برابر با یک سوم بارد است یعنی اگر یارد را به ۳ بخش مساوی تقسیم کنیم هر بخش آن یک فوت نامیده میشود.
- اینچ: یک اینچ برابر با یک سی و ششم یارد است یعنی اگر یارد را به سی و شش بخش مساوی تقسیم کنیم هر بخش آن یک اینچ نامیده میشود.
اجزاء اینچ
برای اندازهگیری طولهای کوچک از اجزاء اینچ یعنی و و و و و و اینچ استفاده میشود به طوری که ملاحظه میکنید اولین جزء اینچ مساوی و یا نصف آن است.
جزء دوم این است که از ضرب کردن مخرج جزء اول در عدد ۲ به دست میآید.
جزء سوم این است که از ضرب کردن مخرج جزء دوم در عدد ۲ به دست میآید. بنابراین برای بدست آوردن هر جزء اینچ باید مخرج جزء قبلی آن را در عدد ۲ ضرب کرد.
اخیرا اجزاء دیگری مانند و اینچ که به نام اجزاء ده دهی معروف است نیز انتخاب شده است.
علائم اختصاری اینچ
برای نشان دادن اینچ بالای عدد که اندازه را مشخص مینماید دو خط کج قرار میدهند.
تبدیل واحدهای اینچی و متری به یکدیگر
کشورهای مختلف با یکدیگر روابط تجارتی و صنعتی دارند و باید بتوانند واحدهای اندازهگیری کشور خود را به واحدهای اندازهگیری کشور دیگر تبدیل نمایند.
از مقایسه واحدهای اینچی و میلیمتری معلوم میشود که هر اینچ مساوی ۲۵.۴ میلیمتر است بنابراین برای تبدیل اینچ به میلیمتر باید اندازای را که با اینچ مشخص شده در عدد ۲۵.۴ ضرب کرده و برای تبدیل میلیمتر به اینچ باید اندازه ای را که با میلیمتر مشخص شده به عدد ۲۵.۴ تقسیم نمود.
آشنایی با وسایل اندازهگیری ابعاد و زوایا
وسایل مورد استفاده برای اندازهگیری در صنعت بسیارند ولی در اینجا فقط وسایل اندازهگیری مورد استفاده در رشته تأسیسات حرارت مرکزی توضیح داده میشود.
۱. وسایل اندازهگیری طول
متر : برای اندازهگیری طول اجسام از متر استفاده میشود. مترها دارای انواع مختلف میباشند که عبارتند از :
- متر فلزی
- متر تاشو
- متر فولادی
متر فلزی فولادی
-
- طول: معمولا ۲ الی ۳ متر
- عرض: ۱۲ میلیمتر
- جنس: فولاد بی رنگ
- قوطی: به شکل های مختلف
- متر نواری پارچه ای
- طول: معمولا ۱۰ الی ۲۵ متر
- عرض: ۹ میلیمتر
- جنس: پارچه با بافت مفتولی از فولاد بیرنگ و در اول با چرم مجهز است.

عکس متر تاشو
طول معمول: یک متری ۶ قطعه ای و دو متری ۱۰ قطعهای
تقسیمات روی مترها: معمولا قسمت بالای رویه نوار مترها را در سیستم اینچی و قسمت پایین رویه نوار را در سیستم متریک مندرج میکنند. کوچکترین تقسیم در قسمت متریک میلیمتر و در قسمت اینچ، اینچ میباشد. در مترهای نواری پارچه ای که اکثرا در رشته خیاطی از آنها استفاده میکنند تقسیمات در هر دو رویه نوار در سیستم متریک انجام گرفته و ۱۰ سانتیمتر اول دارای تقسیمات میلیمتری است.
هنگامی که بخواهند سطح قطعه کار کوچکی را خط کشی و یا اندازه گذاری کنند. به جای متر میتوان از خط کش فلزی استفاده نمود خط کشهای فلزی به طولهای ۱۰، ۲۰، ۳۰، ۵۰، سانتیمتر ساخته میشوند.
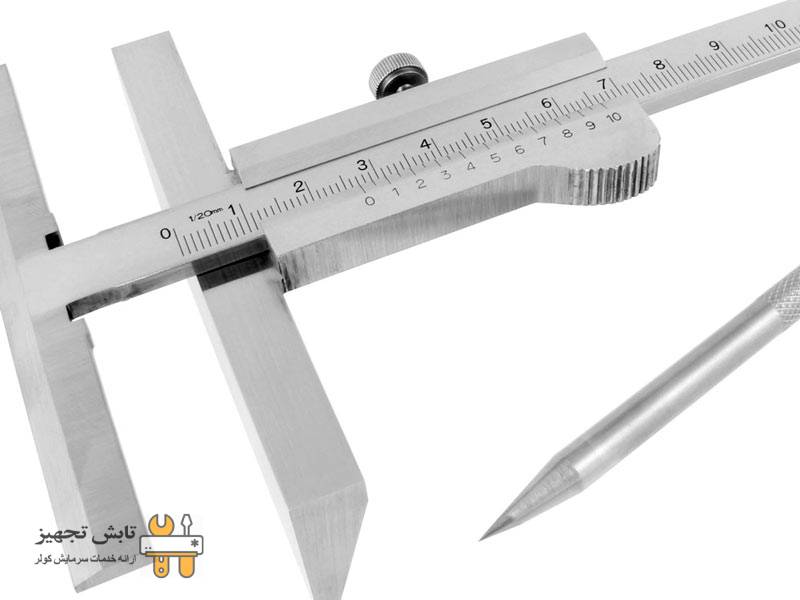
در ترسیم خطوط موازی معمولا از خط کش دیگری به نام خط کش موازی استفاده میکنند. این خط کش دارای یک ساق و دو کشو لغزنده است و طرز کار آن به این طریق میباشد که ابتدا فاصله دو کشو را طبق اندازه مورد نظر تنظیم نموده و پیچها را محکم مینماییم. سپس کشو بدون سوزن را به قطعه کار چسبانده و خط کش را به جلو و یا عقب حرکت میدهیم. نوک سوزنها را معمولا برای قطعه کارهای سخت یا نرم قابل تعویض است به طوری که برای کارهای سخت نوک آن از فولاد و برای کارهای نرم مانند آلومینیوم نوک آن از مداد انتخاب میشود.
خط کش T: در رسم نقشههای تاسیسات از خطکش دیگری به نام خطکش تی T استفاده مینمایند.
از وسایل اندازهگیری ابعاد قطعات کار که بعضی مواقع در رشته تأسیسات نیز مورد استفاده واقع میشود کولیس ورنیه میباشد و چون در استاندارد تأسیسات در مبحث سوهان کاری در حد آشنایی گنجانده شده است لذا در بخش سوهان کاری توضیح داده شده است.
۲. وسایل اندازهگیری زاویه
وسایل اندازهگیری زاویه عبارت است از:
گونیا
از گونیا برای کنترل زاویهها و همچنین تعیین مرکز دایرهها استفاده میشود. گونیا را به اشکال مختلف میسازند.
گونیای ساده
گونیای ساده دارای دو بازوی ثابت است و برای کنترل زاویه ۹۰ درجه به کار میرود. محل اتصال بازوی بعضی از گونیاهای ساده برش ۴۵ درجه دارد که برای خطکشی زوایای ۴۵ درجه مورد استفاده قرار میگیرد. این نوع گونیا به نام گونیای فارسی نیز معروف است.
طرز نگهداشتن گونیا روی قطعه کار برای کنترل گونیا بودن سطوح در پایین نشان داده شده است.
گونیا مرکز یاب
گونیای مرکز یاب برای پیدا کردن مرکز میلهها و صفحات گرد مورد استفاده قرار میگیرد و به شکلهای ریختلف ساخته میشود.
طرز استفاده از گونیای مرکز یاب
دو بازوی گونیا را که با هم زاویه ۹۰ درجه میسازد به سطح جانبی استوانهای تکیه دهید و با سوزن خط کشی خطی در امتداد خط کش میان بازوها بکشید. بعد گونیا را در جای خود در حدود ۱۲۰ درجه بچرخانید و خط دیگری در امتداد خط کش بکشید. محل تقاطع این دو خط مرکز دایره است.
گونیای مرکب
این گونیا از زاویه سنج، گونیا، نقاله، تراز و خط کش ترکیب شده است. تمام این اجراء در امتداد خط کش حرکت میکند و قابل تنظیم است، گونیای مرکب در اندازهگیری طول و زاویه و پیدا کردن مرکز دایرهها استفاده زیادی دارد. دقت اندازهگیری آن در طول حدود ۰/۵ میلیمتر و در اندازهگیری زاویه در حدود یک درجه است.
زاویه سنج
زاویه سنج برای اندازهگیری زاویه به کار میرود و از یک خط کش و یک نقاله تشکیل شده است. خط کش ۱۸۰ درجه دور مرکز نقاله میچرخد. زاویه سنجها به شکلهای مختلف ساخته میشوند.
طرز استفاده از زاویه سنج
ابتدا کف نقاله را روی قطعه کار قرار میدهیم به طوری که نور از آن رد نشود. بعد خط کش را آنقدر میچرخانیم تا لبه آن با شیب زاویه منطبق گردد. مقدار زاویه را روی صفحه مدرج نقاله میخوانیم
زاویه سنج مرکب
زاویه سنج مرکب از گونیا و زاویه سنج که دارای ورنیه است تشکیل شده است. زاویه سنج دارای تقسیمات درجه و دقیقه بوده که با آن میتوان زاویه را تا دقت ۵ دقیقه اندازه گرفت.
شناسایی اصول و اندازهگیری ابعاد و زوایا
در اندازهگیری ابعاد و زوایا باید نهایت دقت و سعی لازم را در هنگام استفاده از ابزارهای اندازهگیری بایستی بجا آورد و از تجربیات خود و دیگران که خلاصه ای از آن در پایین آورده شده استفاده نمود.
۱- در اندازهگیری ابزاری مورد استفاده واقع شود که دقت لازم را دارا باشد.
۲- موقعی که میخواهید اندازه ای را بخوانید به محل خواندن اندازه عمودی نگاه کنید.
۳- ابزار اندازهگیری و نقطه اندازه گرفتن قطعه کار کاملا تمیز شوند.
۴- پلیسه های تمام سطوح کار، قبل از اندازهگیری کاملا پاک شوند.
۵- در اندازهگیری های دقیق لازم است قطعه کار را که در اثر فعالیت کردن روی آن گرم شده است بگذارید تا سرد شود و بعد اقدام به اندازهگیری نمایید.
۶- در هنگام اندازهگیری هیچ گاه به ابزار اندازهگیری و قطعه کار فشار وارد نکنید.
۷- هیچگاه قطعه ای متحرک از ماشینی را که در حال کار است اندازهگیری نکنید چون امکان سانحه و خراب شدن ابزار اندازهگیری در پیش است.
۸- قبل از استفاده از کولیس خط صفر آن آزمایش شود.
۹- در فرصتهای مناسب وسایل اندازهگیری از نظر دقت آزمایش شوند.
۱۰- اصول اندازهگیری داخلی و خارجی ابعاد قطعات کار به وسیله کولیس ورنیه در مبحث سوهانکاری توضیح داده شده است.

۲ – ۴ آشنایی با وسایل علامت گذاری و کاربرد آن ها
وسایل علامت گذاری به کار گرفته شده در رشته تاسیسات حرارت مرکزی عبارتند از:
١. سوزن خط کش
که در پایین شکل آن نشان داده شده، عبارت از یک مفتول فولادی نازک فرم داری است که از آن در صنعت برای خراش دادن (خط کشیدن) یا علامت گذاشتن روی یک قطعه در موقع اندازهگیری مورد استفاده واقع میشود. نوک سوزن خط کش باید تیز نگهداشته شود تا نشانه ای که توسط آنها روی قطعه کار میگذارند دقیق باشد.
عکس سوزن خط کش
۲. سنبه نشان
سنبه نشان را از فولاد ابزار میسازند و آب میدهند و نوک آن را با سنگ سمباده تیز مینمایند. از سنبه نشان برای مشخص ساختن امتداد خطوطی که با سوزن خط کشی روی قطعه کار کشیده میشود استفاده میکنند. این نشانهها به فاصله کمی از یکدیگر گذاشته میشوند تا بتوان امتداد خطوط را به آسانی تشخیص داد.
۳. سنبه مرکز نشان
سنبه مرکز نشان شبیه به سنبه است. اما نوک سنبه مرکز نشان را به شکل مخروطی که زاویه رأس آن ۹۰ درجه است تیز میکنند
از سنبه مرکز نشان برای علامت گذاری مرکز سوراخها که باید با مته سوراخ شود استفاده مینمایند.
۴. سنبه خودکار
سنبه مرکز نشان دوبل به وسیله سنبه خودکار میتوان بدون استفاده از چکش نشانههایی روی کار گذاشت. عمق نشانهها با چرخاندن کلاهک ستبه تنظیم میشود.
۱- اندازه گیری، علامت گذاری و خط کشی قطعات کار
۲ – توانایی بریدن ورقها با قیچی و اره
۳- توانایی سوهانکاری قطعات فلزی
۴- توانایی قلاویزکاری دستی
۵- توانایی حدیده کاری با حدیده های دستی
۶- توانایی پلیسه گیری لوله
۷- توانایی خمکاری لوله های فولادی
۸- توانایی ساخت اتصالات تبدیلی و کلکتور
۹- توانایی عایق بندی حرارتی و رطوبتی لوله ها








دیدگاه خود را ثبت کنید
میخواهید به بحث بپیوندید؟مشارکت رایگان.